熱処理
熱処理によって金属の構造を変化させ必要な硬度を得ることができます。Polydecでは、一部の熱処理を社内で行い、その他は認証済のパートナーに委託しています。
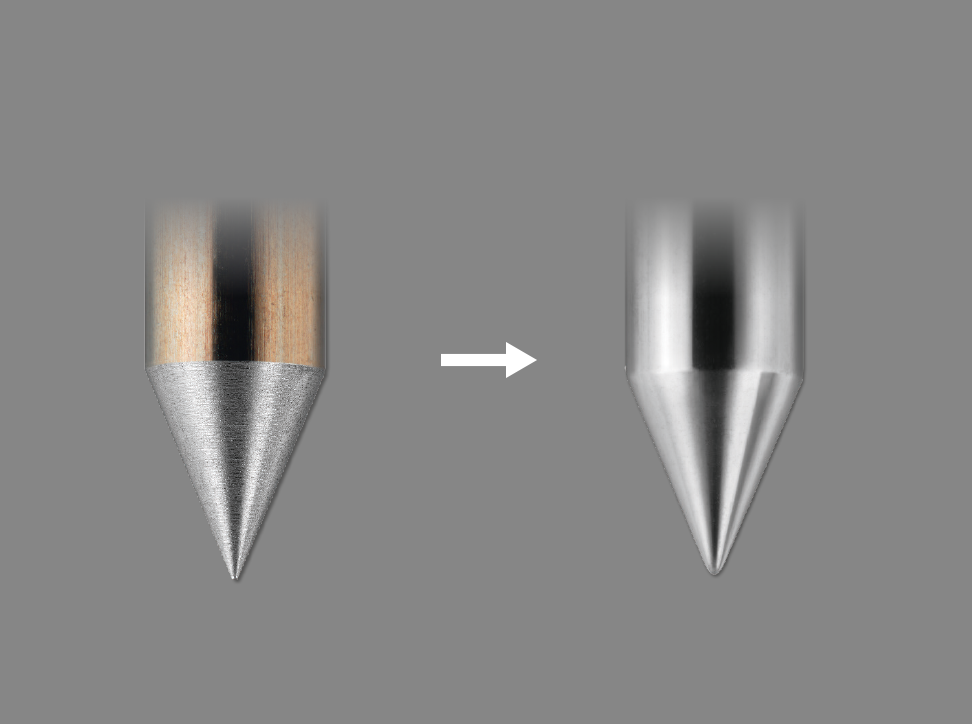
焼き入れと焼き戻し
たいていの場合、次のような理由により熱処理と焼き戻しが必要となります。
- 機械的摩耗を減らす
- 部品の寿命を伸ばす
- 組み立て中の変形による問題を防ぐ
- 機能を保証する(検査用プローブなど)
スチール鋼は、工作物を800℃から1000℃に加熱した後、急速に冷却することにより硬度が得られます。この処理でスチール鋼を硬くはなりますが、より脆くもなります。脆さを低減し程よいバランスを達成するため、望む硬度によって一定の温度にまで工作物を再加熱します。このストレス除去の工程を「焼き戻し」と言います。
Polydecでは当社の厳しい品質基準を満たすことのできる信頼できる専門家に委託してこれらの処理を行なっています。
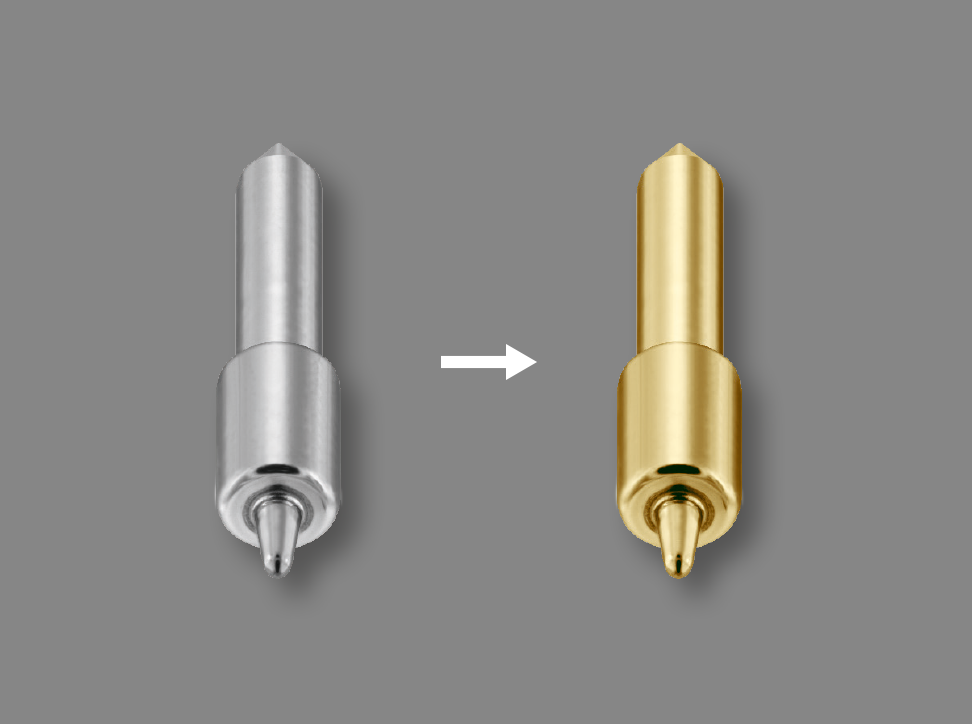
析出硬化
従来型の焼き入れ同様、析出硬化でも工作物の機械的強度が高まります。この工程はベリリウム銅、Arpal、パラジウム合金など、特定の合金に用いられます(スチール鋼には不適)。
工作物を300℃超の温度に2時間熱し、その後ゆっくりと冷却することで硬度を高めます。
この処理は自社工場内でのみ行われます。
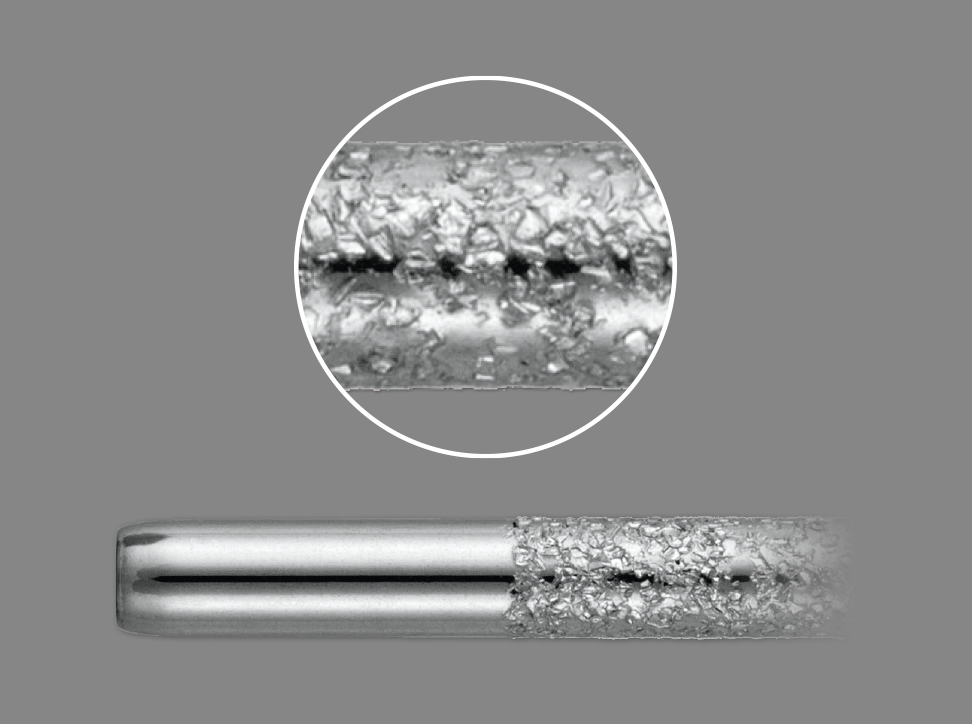
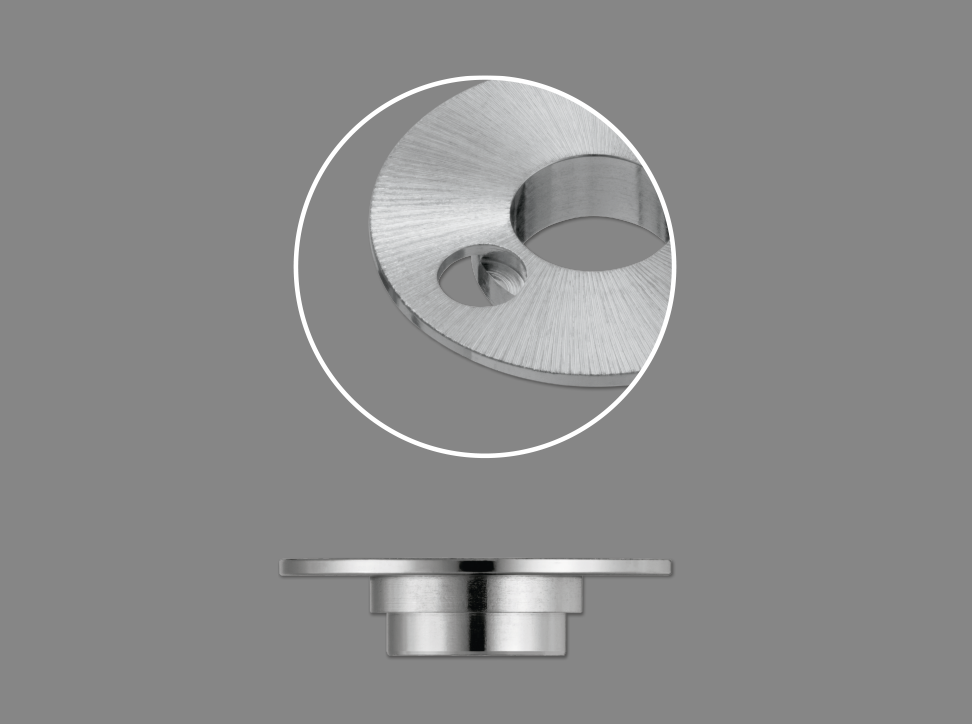
浸炭
浸炭は工作物の表面層に含まれる炭素量を高める工程です。この工程では900℃から980℃で数時間二酸化炭素ガスを拡散させます。
その後析出硬化を行うことが可能です。
このように浸炭では、スチール鋼の特性を維持したまま工作物の表面層を硬化させることができるため、工作物の耐摩耗性が向上し脆性が低下します。
Polydecでは当社の厳しい品質基準を満たすことのできる信頼できる専門家に委託してこれらの処理を行なっています。